专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
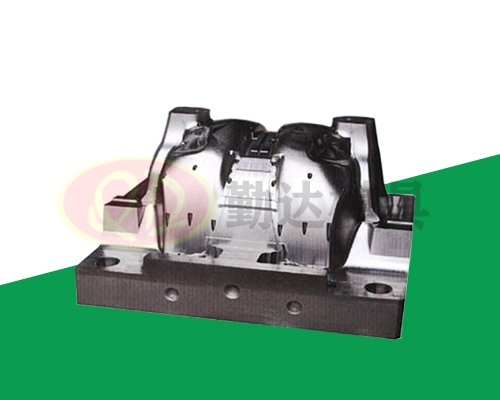
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。

一、分流道
分流道是多槽模具中连接浇口和每个型腔的通道,为使熔料以等速度充满各个型腔,分流道应采用对称和等距离的排列方式。除此之外,分流道横截面的形状和尺寸对塑料熔体的流动、产品的脱模和模具的制造都有影响。如果是流量相同的物料,则圆柱形截面的通道阻力最小。但圆柱形流道的表面积较小,不利于分流道赘物的冷却,而且分流道必须设置在两个半模上,有既费工又难对准的困难。为了解决这一问题,相关人员会采用梯形或半圆形横截面的分流道进行模具制造,这种分流道设置在带脱模杆的半模上。分流道的表面进行了抛光处理,以此来降低流动阻力并提供更快的灌装速度。分流道的尺寸与塑料品种、制品尺寸、制品厚度有关。对大多数热塑性塑料来说,分流道截面宽度均不超过8mm,特大的可达10-12mm,特小的为2-3mm。在满足需要的前提下,应尽量减少断面面积,以此来延长降温冷却时间。

二、浇口
浇口是接通主流道(或分流道)与型腔的通道。浇口的横截面积小于等于主流道或分流道的横截面积。浇口是整个通道系统中最小的部分,其形状和尺寸对产品的质量有很大影响。浇口作用很大,能够控制料流速度,可防止早凝的熔料倒流,当通过的熔料受到较强的剪切而升高温度时,浇口可以降低表观粘度以提高流动性,便于制品与流道系统分离。为什么浇口的尺寸设计应考虑塑料熔体的性质呢?浇口的形状、尺寸和位置与塑料的性质有很大关系,一般浇口的横截面形状为矩形或圆形。除此之外,浇口位置应为产品最厚且不影响外观的地方。
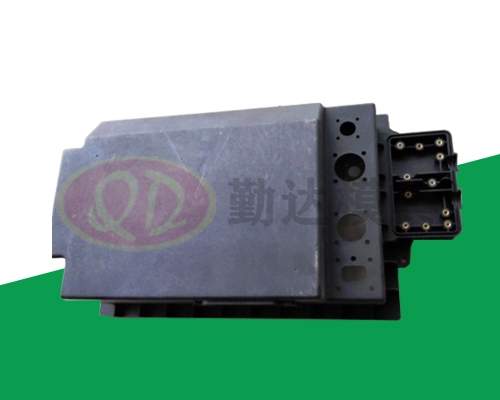
三、型腔
型腔是模具中成型塑料制品的空间,而用于构成型腔的部件统称为成型零件。构成制品外形的成型零件称为凹模,又称阴模;构成制品内部形状的成型零件称为型芯或凸模,又称阳模。成型零件的设计需要考虑塑料的性能、制品的几何形状、尺寸公差以及使用技术.